



表面处理的基础知识
-
通常情况下,金属制品表面并非原本的金属质地、更多时候是出于保护和美观的目的涂装的漆层。那么,为了使漆层能够长久保持美观和耐蚀性,表面处理便是不可缺少的。
表面处理的第一步,是除去金属表面附着的油和各种杂物。经过成形加工的金属表面附着了加工油和灰尘等杂物。如果不进行任何处理就进行涂装, 涂装后涂膜起泡、脱落等问题就会随之而来。
一般来说除油的过程称之为「脱脂」、所使用的药品称之为「脱脂剂」。脱脂剂是碱性药品,脱脂处理后附着在工件上的药品需要水洗洗净后,才可进行下一步处理。脱脂、水洗后的金属稍长时间放置就容易生锈,由此,脱脂到涂装之间进行防锈处理是必要的。
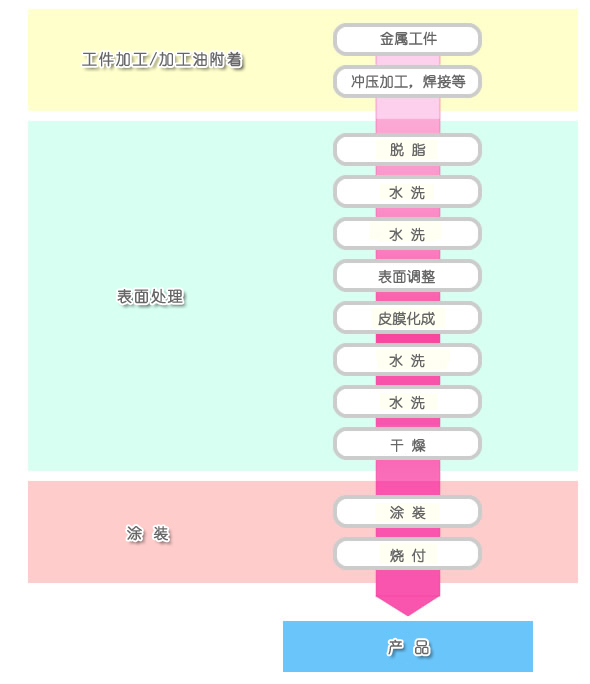
以防锈为目的,同时提高涂膜密着性的处理被称之为「皮膜化成处理」、所使用的药品称为「皮膜化成剂」。皮膜化成剂是酸性药品,处理后附着在工件上的药品同样需要水洗洗净。一般的表面处理工程示例(磷酸锌处理)
-
脱脂
脱脂是指把附着在金属表面的油(防锈油,切削油等)除掉的过程。从脱脂剂成分来看主要分为“溶剂脱脂”和“碱性脱脂”。
溶剂脱脂一般来说使用脱脂液原液常温进行处理,脱脂后可以直接涂装,适用于少量工件处理。
而对于一定数量以上的工件处理,从成本和操作性上来考虑,碱性脱脂的方法更加适合。
碱性脱脂虽然需要一定的处理设备,但由于药品在使用时进行稀释(通常2~5%),相比溶剂脱脂,药品使用量非常少,并且浸渍处理和喷淋处理都适用。除锈
除锈的目的是将素材表面的氧化层和锈斑等用化学方法除去。除锈剂里面还有各种酸。(磷酸,硫酸,盐酸等)
在除锈液中浸泡的工件表面与酸发生反应,氧化层溶解。在除锈剂中因为配合使用了反应抑制剂,可以防止对工件的过度腐蚀。
(反应抑制剂吸附在工件表面,降低反应速度,抑制腐蚀。而工件表面的锈和氧化层不能吸附反应抑制剂,很快被处理液中的酸除去。)表面调整
表面调整的目的,是为了提高化成皮膜的性能和缩短皮膜化成的处理时间。
经过表面调整,皮膜的结晶变得更加致密。特别是电泳涂装用皮膜化成剂,为了达到很高耐蚀性,对皮膜结晶的微细化和薄膜的均一性都有严格的要求。
经过表面调整后,皮膜化成的处理时间会大幅缩短。
喷淋用皮膜化成剂的处理时间通常是1~2分,表面调整的工程一般是不可缺少的。皮膜化成
皮膜化成的目的是涂装前的防锈和提高涂装后漆膜的结合力与耐蚀性。
对于钢铁来说,目前较多使用的皮膜化成剂有“磷酸锌皮膜”和“磷酸铁皮膜”两大类。
从处理液的管理上来说磷酸铁皮膜更简单,而从耐蚀性上来看磷酸锌皮膜更胜一筹。
皮膜化成处理实际上是皮膜化成剂与金属发生反应,生成不溶性的金属化合物,沉积在金属表面作为皮膜,起到防锈和提高漆膜结合力与耐蚀性的作用。
-
药品管理
根据工件的材质,表面状态和涂装要求等条件选定处理药品。
处理液的管理从浓度、温度、时间三个方面进行。
做好这三方面的管理,就可以保持药品建浴时的良好效能。水洗管理
薬药品处理后的水洗也是非常重要的一步。
表面处理各工程所使用的药品不同,酸碱性有很大差异(脱脂剂=碱性,皮膜化成剂=酸性),药品处理后水洗不充分就会将部分药液带到下一工程的药品中,从而导致药品的成分比例发生变化,可能发生化成不良等问题。
另外,最后一步水洗的洗净水如果偏酸,即使被处理的工件表面看上去很漂亮,涂装后的漆膜结合力不好或者漆膜出现水泡等现象也时有发生。设备管理
对于喷淋处理生产线,除上述2点以外,设备管理也很重要。
如果不进行设备维护,就容易导致喷头堵塞,喷淋液无法到达工件,从而引起脱脂,化成,水洗不良的问题,涂膜性能不良是自然的。
对于浸渍处理生产线,处理槽内使用的搅拌机是否正常运作等的管理也是必要的。